全国服务热线
全国服务热线

宝珠砂20-30目
宝珠砂20-30目是消失模常用的宝珠砂型号。宝珠砂耐火温度高,角形系数低,机械强度高。另外,宝珠砂的球形外观可以增加铸造砂的流动性,增加透气性,易溃散,可以降低劳动强度和人工成本。宝珠砂易回收,可以反复使用;消失模使用宝珠砂,可以提高铸件的质量,减少铸造次品率和后道表面处理成本。越来越多的铸造厂使用宝珠砂代替硅砂和铬矿砂,应用越来越广。

宝珠砂20-30目的特点:
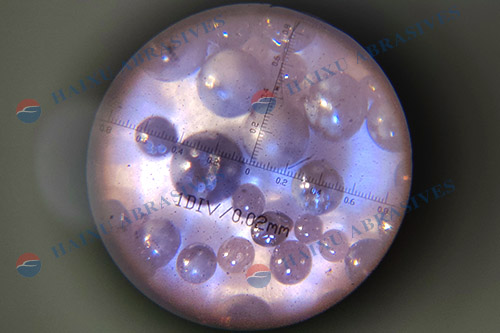
1.低热膨胀系数1.球形,流动性好,易溃散
2.表面光滑,结构紧凑
3.化学中性材料
4.耐高温,耐火性好
5.循环次数高,极具成本效益。
宝珠砂20-30目的理化指标:
| 项目 | 保证值 | 典型值 |
| AL2O3 | 70-75% | 71.2% |
| SiO2 | 8-20% | 17.63% |
| Fe2O3 | ≤3% | 2.69% |
| TiO2 | ≤3.5% | 3.36% |
| CaO | ≤0.45% | 0.33% |
| MgO | ≤0.35% | 0.24% |
| K2O | ≤0.33% | 0.12% |
| Na2O | ≤0.08% | 0.10% |
宝珠砂20-30目物理性能
| 耐火度 | ≥1800 ℃ |
| 莫氏硬度 | 7.0 |
| 比重 | 3.4g/cm3 |
| 堆积密度 | 1.95-2.05 g/cm3 |
| 抗压强度 | ≥69Mpa |
| 颜色 | 黑棕色 |
| 颗粒形状 | 圆球形 |
| 圆度 | ≥90% |
| 热膨胀系数 | 7.2x10-6 /℃(20-600℃) |
| 热导率 | 0.689W/M.K(1200℃) |
| 热膨胀率 | 0.13% |
| PH值 | 7.2-7.6 |
| 角形系数 | ≤1.1 |
宝珠砂20-30目的粒度分布:
| 粒度组成 | 重量(%) |
| +20目 | 45.3 |
| +30目 | 51.9 |
| +40目 | 2.8 |
| 筛下 | 0 |
宝珠砂20-30目应用于消失模的优势:
1)不受限制的设计自由度。产品设计工程师可以创造用由其他铸造工艺无法生产的零部件,可以设计无拔模斜度,甚至倒扣的形状;消失模铸造工艺是全球公认的近净成型工艺,可以通过集成一体化的铸件设计和轻量化设计来降低成本。2)铸件壁厚均匀一致;借助于消失模铸造中泡沫可粘接组装的优势,就有可能实现减重,镶嵌件直接铸进去,多个部件集成一体铸造等等。更有甚者,可以实现其他铸造工艺所不可想象的带有复杂形状的铸件。例如,工程师可以采用少或者无拔模斜度的设计,以实现铸件上更均匀的壁厚,更好的表面光洁度。
3)消除组件/零件-合并,集成设计;绝大多数铸造工艺需要能够重复使用的、浇注之前可以从砂型中取出的模具或者型板。这在设计产品的模具或者型板的布局结构的时候就需要考虑进去。相反,消失模铸造工艺中,泡沫模型保留在砂型当中并不需要取出,在浇注过程中直接气化消失,这就为产品的结构设计消除了许多限制。
4)泡沫模具的磨损很低。泡沫珠粒不会磨损模具,因此确保了模样的精确尺寸。消失模铸造模具可以使用40万-75万模次。在消失模铸铁工厂里,交货期通常为4周,因为泡沫模型可以存放很久,模串随用随取。砂芯和砂型则不需要提前生产来备用。
5)近净成型,无需或者少量的机械加工;消失模铸造工艺中,没有粘结剂带来的缺陷,长期的可重复性,没有砂型缺陷,没有错箱的风险,铸件尺寸公差较小,极佳的铸件表面,提高了打压件的合格率,等等,这些都提高了铸件的质量。
6)形状简单的零件也适合此工艺;
7)大型铸件的生产,无需木模;
8)过程控制简单;典型的消失模铸造生产线通常大约只有30米长。这种相当紧凑,通常也高度自动化的工艺,非常适合单一产品的大批量生产。而且,工艺控制也比较简单。某些世界上比较大的消失模铸造厂,都有能力自行设计和建造属于自己的消失模铸造系统,相当简单,但是很高效。
9)降低人工成本,减少机加工,无需高额的投资,节能环保;尽管消失模铸造工艺成本比其他工艺更高一些,但是随时间发展,整体而言,会降低成本。比如,考虑到在铸造和机加工工序当中的劳动力成本的节约,以及模具费用的节约等等。
10)适应多种材质,比如铸铁,铸钢,青铜与铝合金。
宝珠砂20-30目的生产过程:

宝珠砂20-30目的包装: